
当前位置:首页>技术解答>有机废气处理设备选用催化燃烧 还是光氧等离子?
有机废气处理设备选用催化燃烧 还是光氧等离子?
有机废气处理设备选用 催化燃烧 还是 光氧等离子?一、光氧设备的价格相对较低,但是耗能高,设备运行成本高,净化率只有60%-70%。二、催化燃烧技术处理净化gao效率、耗能低、生成物为无害的二氧化碳气体和水,无二次污染。催化燃烧装置净化的效率通常能达95%以上,是有机废气处理的you选技术设备。
光氧等离子净化一体机,等离子体中的离子、电子、激发太原子、分子及自由基都是_活泼的反应性物种,使通常条件下难以进行或速度很慢的反应变得快速,它们再进一步与污染物分子、离子反应,从而使污染物得到降解,尤其有利于难降解污染物的处理。
优点:价位低。
缺点:运行成本高,净化率可达40%-50%。
催化燃烧催化技术
为污染物的治理提供了_的经济解决办法,有机废气采用催化技术处理具有净化效率高、能耗低、产物为无害的二氧化碳和水,无二次污染。
优点:催化净化的效率一般可达97%以上。是高浓度、小流量有机废气的首xuan技术。
缺点:价位高
催化燃烧净化法与直接燃烧净化法一样,均属于热力破坏法,其机理都是氧化和热裂解、热分解废气中的有机成分,分解为无du害的二氧化碳和水。但但对处理高浓度的有机废气,通常认为催化分解是zui理想的方法。其原因是催化燃烧的温度要比热焚烧的温度低得多,而且效率高、能耗低、压降小、所需设备体积小、造价低,不产生氮氧化物。
我司生产的催化燃烧净化设备可广泛应用于各行业中产生的高浓度有机废气的净化处理,可处理的有机物种类包括苯类、酮类、酯类、醇类、醚类、烷基类等。
催化原理
催化剂定义 催化剂是一种能提高化学反应速率,控制反应方向在反应前后本身的化学性质不发生改变的物质。
催化作用机理 在一个化学反应过程中,催化剂的加入并不能改变原有的化学平衡,所改变的仅是化学反应的速度,而在反应前后,催化剂本身的性质并不发生变化。催化剂本身参加了反应,正是由于它的参加,使反应改变了原有的途径,使反应的活化能降低,从而加速了反应速度。
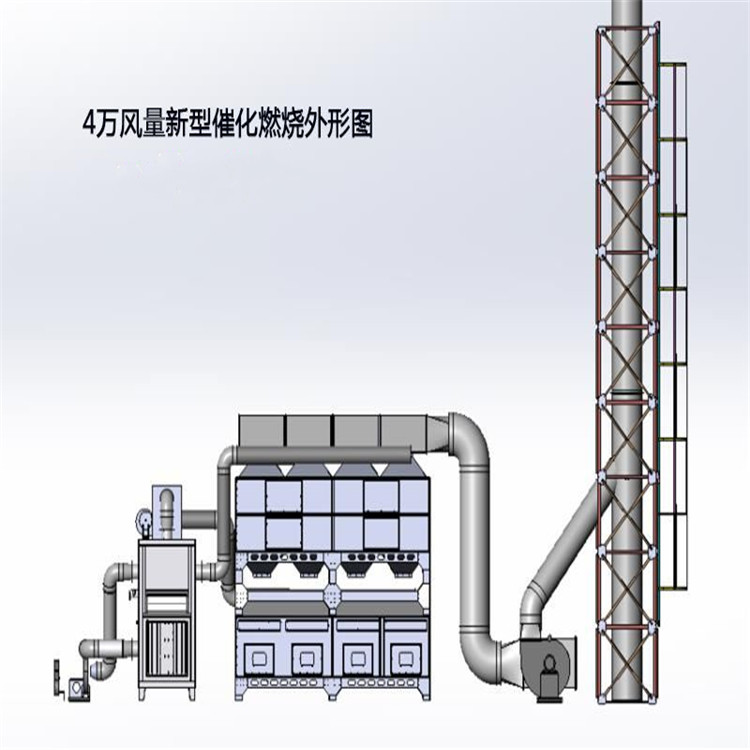
催化系统装置组成
催化燃烧的工艺组成不同的排放场合和不同的废气,有不同的工艺流程,不论采取哪种工艺流程,都由如下工艺单元组成。
废气预处理 为了避免催化剂床层的堵塞和催化剂中毒,废气在进入床层之前必xu进行预处理,以除去废气中的粉尘、液滴及催化剂的毒物。
预热装置 预热装置包括废气预热装置和催化剂燃烧器预热装置。因为催化剂都有一个催化活性温度,对催化燃烧来说称催化剂起燃温度,必xu使废气和床层的温度达到起燃温度才能进行催化燃烧,bi须设置预热装置。但对于排出的废气本身温度jiu较高的场合,如漆包线、绝缘材料、烤漆等烘干排气,温度可达300℃以上,则不必设置预热装置。
预热装
置加热后的热气可采用换热器和床层内布管的方式。预热器的热源可采用烟道气或电加热,目前采用电加热较多。当催化反应开始后,可尽量以回收的反应热来预热废气。在反应热较大的场合,还应设置废热回收装置,以节约能源。
预热废气的热源温度一般都chao过催化剂的活性温度。为保护催化剂,加热装置应与催化燃烧装置保持1定距离,这样还能使废气温度分布均匀。
催化燃烧性能特点:
1、起燃温度低,节约能耗:催化燃烧设备催化起燃温度低,仅为250~350℃,设备预热时间短。节能省电。
2、净化率高。催化燃烧设备采用贵金属铂、钯浸渍的蜂窝状陶瓷体催化剂,比表面积大,阻力小,净化率能达到95%以上。
3、安全可靠:催化燃烧设备配有阻火除尘系统、防爆泄压系统、chao温报警系统及全自动控制系统。
4、余热回用:处理后的有机废气通过换热器的作用将热量留在催化燃烧设备内部,降低整个主机的消耗功率,设备仅消耗风机的功率。
5、无二次污染:催化燃烧设备温度低,能大量减少NOx的生成,避免造成二次污染。

光氧等离子净化一体机,等离子体中的离子、电子、激发太原子、分子及自由基都是_活泼的反应性物种,使通常条件下难以进行或速度很慢的反应变得快速,它们再进一步与污染物分子、离子反应,从而使污染物得到降解,尤其有利于难降解污染物的处理。
优点:价位低。
缺点:运行成本高,净化率可达40%-50%。
催化燃烧催化技术
为污染物的治理提供了_的经济解决办法,有机废气采用催化技术处理具有净化效率高、能耗低、产物为无害的二氧化碳和水,无二次污染。
优点:催化净化的效率一般可达97%以上。是高浓度、小流量有机废气的首xuan技术。
缺点:价位高
催化燃烧净化法与直接燃烧净化法一样,均属于热力破坏法,其机理都是氧化和热裂解、热分解废气中的有机成分,分解为无du害的二氧化碳和水。但但对处理高浓度的有机废气,通常认为催化分解是zui理想的方法。其原因是催化燃烧的温度要比热焚烧的温度低得多,而且效率高、能耗低、压降小、所需设备体积小、造价低,不产生氮氧化物。
我司生产的催化燃烧净化设备可广泛应用于各行业中产生的高浓度有机废气的净化处理,可处理的有机物种类包括苯类、酮类、酯类、醇类、醚类、烷基类等。
催化原理
催化剂定义 催化剂是一种能提高化学反应速率,控制反应方向在反应前后本身的化学性质不发生改变的物质。
催化作用机理 在一个化学反应过程中,催化剂的加入并不能改变原有的化学平衡,所改变的仅是化学反应的速度,而在反应前后,催化剂本身的性质并不发生变化。催化剂本身参加了反应,正是由于它的参加,使反应改变了原有的途径,使反应的活化能降低,从而加速了反应速度。
催化系统装置组成
催化燃烧的工艺组成不同的排放场合和不同的废气,有不同的工艺流程,不论采取哪种工艺流程,都由如下工艺单元组成。
废气预处理 为了避免催化剂床层的堵塞和催化剂中毒,废气在进入床层之前必xu进行预处理,以除去废气中的粉尘、液滴及催化剂的毒物。
预热装置 预热装置包括废气预热装置和催化剂燃烧器预热装置。因为催化剂都有一个催化活性温度,对催化燃烧来说称催化剂起燃温度,必xu使废气和床层的温度达到起燃温度才能进行催化燃烧,bi须设置预热装置。但对于排出的废气本身温度jiu较高的场合,如漆包线、绝缘材料、烤漆等烘干排气,温度可达300℃以上,则不必设置预热装置。
预热装
置加热后的热气可采用换热器和床层内布管的方式。预热器的热源可采用烟道气或电加热,目前采用电加热较多。当催化反应开始后,可尽量以回收的反应热来预热废气。在反应热较大的场合,还应设置废热回收装置,以节约能源。
预热废气的热源温度一般都chao过催化剂的活性温度。为保护催化剂,加热装置应与催化燃烧装置保持1定距离,这样还能使废气温度分布均匀。
催化燃烧性能特点:
1、起燃温度低,节约能耗:催化燃烧设备催化起燃温度低,仅为250~350℃,设备预热时间短。节能省电。
2、净化率高。催化燃烧设备采用贵金属铂、钯浸渍的蜂窝状陶瓷体催化剂,比表面积大,阻力小,净化率能达到95%以上。
3、安全可靠:催化燃烧设备配有阻火除尘系统、防爆泄压系统、chao温报警系统及全自动控制系统。
4、余热回用:处理后的有机废气通过换热器的作用将热量留在催化燃烧设备内部,降低整个主机的消耗功率,设备仅消耗风机的功率。
5、无二次污染:催化燃烧设备温度低,能大量减少NOx的生成,避免造成二次污染。
6、适用范围广:催化燃烧设备几乎可以处理所有的烃类有机废气及恶臭气体。可以广泛应用于石油化工、轻工、塑料、印刷、涂料等行业排放的常见污染物。
如果废气浓度高的车间,比较注重净化效果效率,那么或许催化燃烧设备会更适合你。如果是废气浓度低的车间,而预算又不多的情况下,可以选择光氧设备。但是目前,国内的环保形势,越发的严格,所以推荐催化燃烧治理设备,前期投入大但是后期使用成本低,使用效果好,更适合企业长期发展和使用。